 | ||
3D micromechanisms in mushy alloy deformation |
Beamline I12 Scientific Highlight
Damaging casting defects often form late during solidification when a network of solid exists that is subjected to load. Current interpretations of semi-solid alloy deformation are based on so-called ‘post-mortem’ analyses of fully-solid samples, and many of the interpretations are mutually exclusive. Therefore, it was necessary to test the ideas developed from post-mortem studies by directly observing the phenomena in situ. Diamond’s Joint Engineering, Environment and Processing (JEEP) beamline, I12, was used to capture a series of 3D images of semi-solid deformation in real-time, enabling the team to directly test previously proposed micromechanics in semi-solid alloys and to prove the active mechanisms.
The results show that compression of the semi-solid metal leads only to compaction for a solid fraction below a certain limit. Above this limit, the compression of the slurry actually pushes the grains apart, which sucks in the melt phase and leads to the drying out of the outer surface.
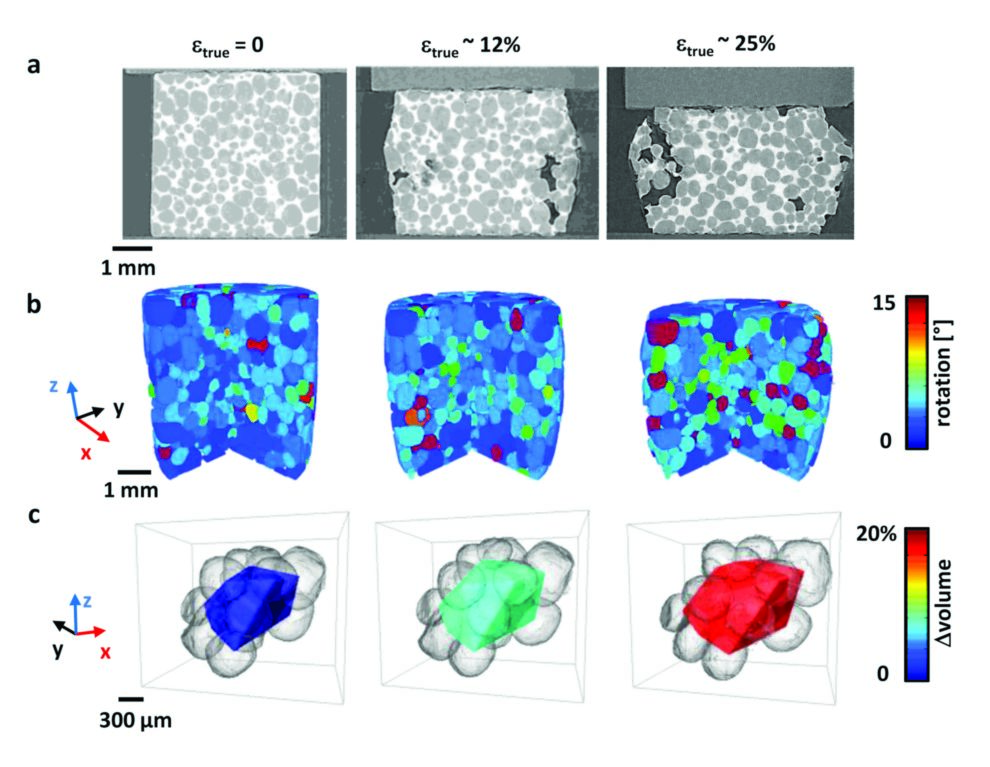
Figure 1: 3D grain mechanisms at 73% solid. a) Transversal (xz) tomographic slices of uniaxial compression (white is liquid, mid-grey is solid, dark grey is air); b) discrete grain rotation in the whole specimen for a 2% incremental axial strain; (c) dilation of 15- grain assemblies in continuous contact.
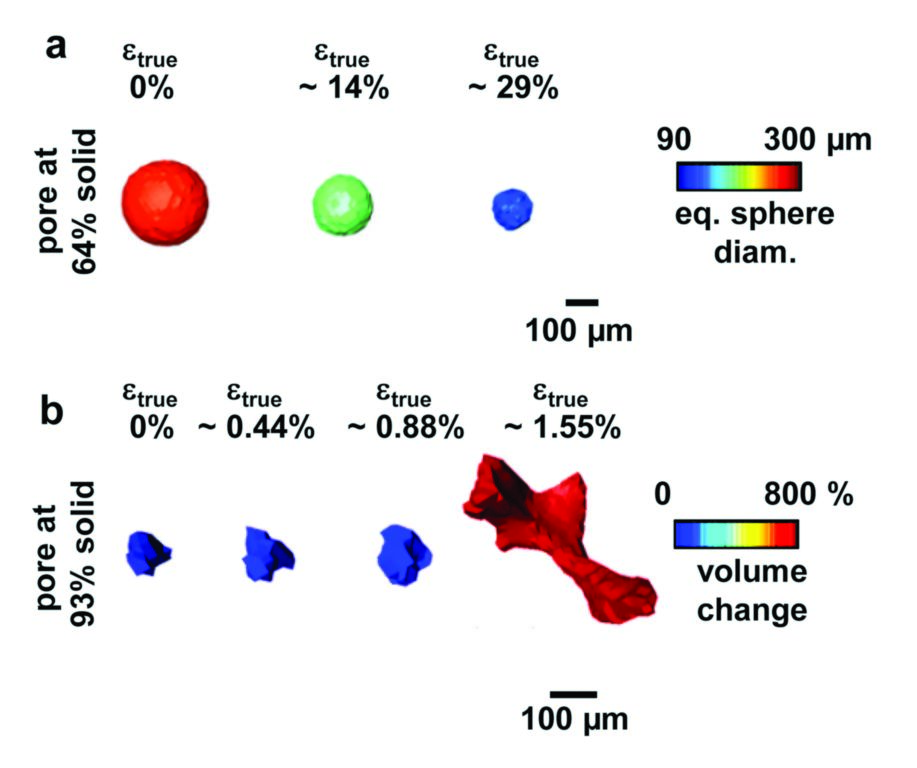
Figure 2: Porosity behaviour at 64% and 93% solid. 3D rendering of the evolution of a randomly selected pore at a) 64% solid, showing pore closure, and b) 93% solid, showing pore opening.
There are currently several hypothesised micromechanisms for the deformation behaviour of semi-solid alloys with a large amount of solid, such as the viscoplastic deformation of a continuous porous solid metallic skeleton1 (similar to a liquid saturated sponge), the deagglomaeration of a flocculated metallic suspension2 (similar to dispersed clay slurries), or the granular rearrangement of quasi-rigid cohesionless metallic grains3 (similar to a saturated particulate soil). However, most of the current interpretations of mushy alloy rheology are based on bulk mechanical data and postmortem microscopy and microstructural analysis, and many of the proposed micromechanisms have never been observed in the context of large 3D specimen deformation under the right conditions. In addition, many industrial casting processes apply pressure to control porosity to varying degrees of success, with pressure being effective at reducing casting porosity4 but, in excess, leading to cracks and tears5. The link between pressure and porosity was therefore unclear.
3D grain scale mechanisms
The behaviour of individual grains during compression was studied in a manner similar to the study of the kinematics of sand grains imaged during uniaxial compression. This research has shown that each grain displaces independently, with quasi-rigid grains pushing each other apart as they translate and rotate independently under load (see example at 73% solid in Fig 1.). The stress-strain response at 64-93% solid was therefore due to the shear-induced dilation of discrete rearranging grains, where the globular semisolid metal microstructures deformed as near-cohesionless granular materials despite containing tightly packed assemblies of soft partially-cohesive grains. The resulting drawing-in of the free surface of the specimen manifesting itself as large menisci, and in the case of >73% high solid fraction, propagating into the specimen, is then an emergent phenomenon simply caused by the rearrangement of initially tightly packed quasi-rigid grains, and would not be expected if strain was only accommodated by viscoplastic deformation of the solid phase.
Porosity in compression
It has been shown that compression can either decrease porosity in globular semi-solid alloys or increase it depending on the solid fraction: at 64% solid, pre-existing pores closed during uniaxial compression, which is the expected behaviour. In contrast, at the higher solid fraction of 93%, pores grew during uniaxial compression rather than shrinking (Fig. 2). The research has also shown that at 64% solid, there was space for grains to rearrange with local areas of compaction, where grains moved closer to each other, driving pore closure. In contrast, at 93% solid, grains were so densely-packed that their translation and rotation under load lead to shear-induced dilation which caused the opening of pre-existing pores, inducing the creation of larger internal defects and aggravating the flaws that applying pressure intended to diminish.
Source publication:
Kareh, K. M., Lee, P. D., Atwood, R. C., Connolley, T. & Gourlay, C. M. Revealing the micromechanisms behind semi-solid metal deformation with time-resolved X-ray tomography. Nature Communications 5, doi: 10.1038/ncomms5464 (2014).
Kareh, K. M., Lee, P. D., Atwood, R. C., Connolley, T. & Gourlay, C. M. Pore behaviour during semi-solid alloy compression: Insights into defect creation under pressure. Scripta Materialia 89, 73-76, doi: 10.1016/j.scriptamat.2014.06.033 (2014).
References:
1. Michel, J. C. & Suquet, P. The constitutive law of nonlinear viscous and porous materials. Journal of the Mechanics and Physics of Solids 40, 783- 812, doi:10.1016/0022-5096(92)90004-l (1992).
2. Spencer, D. B., Mehrabian, R. & Flemings, M. C. Rheological behavior of Sn- 15 pct Pb in crystallization range. Metallurgical and Materials Transactions 3 1925-1932 (1972).
3. Fonseca, J., O’Sullivan, C., Nagira, T., Yasuda, H. & Gourlay, C. M. In situ study of granular micromechanics in semi-solid carbon steels. Acta Materialia 61, 4169-4179, doi:10.1016/j.actamat.2013.03.043 (2013).
4. Masoumi, M. & Hu, H. Influence of applied pressure on microstructure and tensile properties of squeeze cast magnesium Mg-Al-Ca alloy. Materials Science and Engineering a-Structural Materials Properties Microstructure and Processing 528, 3589-3593, doi:10.1016/j.msea.2011.01.032 (2011).
5. Otarawanna, S., Laukli, H. I., Gourlay, C. M. & Dahle, A. K. Feeding Mechanisms in High-Pressure Die Castings. Metallurgical and Materials Transactions a-Physical Metallurgy and Materials Science 41A, 1836-1846, doi:10.1007/s11661-010-0222-6 (2010).
Funding acknowledgements:
This work was carried out with the support of Diamond Light Source during beamtime EE6893-1 on the JEEP (I12) beamline. This work was made possible thanks to the financial support of Norsk Hydro ASA and the facilities and support provided by the Manchester X-ray Imaging Facility and the Research Complex at Harwell, funded in part by the EPSRC (EP/I02249X/1).
Corresponding authors:
Dr Christopher Gourlay, Imperial College London, [email protected]; Dr Kristina Kareh, Imperial College London, [email protected]
