Additive manufacturing (AM), was originally used for creating prototypes, but is now being adopted to create fully functional products. This method of manufacturing allows us to create complex shapes, to exact measurements. It works by fusing together metallic, ceramic or other powders into detailed 3D shapes, layer by layer, using laser light. During traditional manufacturing routes, like casting or forging, microstructures are formed over seconds to minutes. During AM, the intense laser heating melts and solidifies the materials in milliseconds, forming very different microstructures.

Laser Additive Manufacturing
Case Study

Optimising the conditions for additive manufacturing

The challenge
New techniques are required to directly observe and quantify the ultra-fast phenomena occurring during AM if we are going to develop the predictive understanding required to determine the optimal manufacturing conditions. If successful, this could lead to applications requiring more stable outputs, such as the production of safety-critical engineering structures like aerospace or automotive components, energy storage and biomedical devices.
The solution
A team of researchers from the Research Complex at Harwell, I12 beamline at Diamond, and the Central Laser Facility created a bespoke Laser Additive Manufacturing (LAM) machine that mimics commercial 3D printing of polymer, ceramic and metallic components on a beamline while the process is imaged using X-rays, revealing the underlying physical behaviour during LAM.
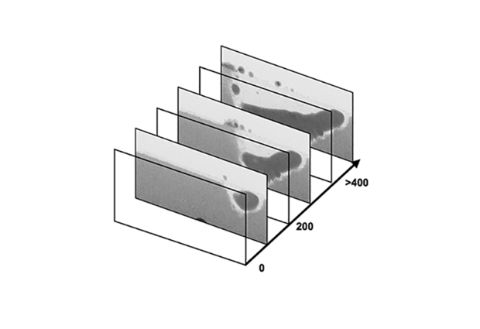
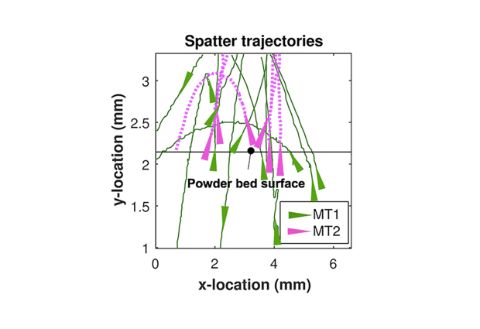
They used X-ray radiography with high temporal (microsecond) and spatial (micron) resolution to uncover key mechanisms of laser-matter interaction and powder consolidation during LAM. This included the formation and evolution of melt tracks, spatter patterns, the denuded (powder-free) zones and porosity in the deposited layers. The time-resolved quantification of the pore and spatter movements gave crucial information of their flow velocities and direction, not possible using other techniques.
The study showed that surface porosity is formed by pores near the surface escaping into the atmosphere, leaving behind a surface depression. It also revealed that some of the powder, driven by surface tension started to melt ahead of the main track, reducing both process efficiency and dimensional accuracy.
The benefits
The ability to use a variety of process conditions in situ under very fast timescales, allowed the team to create a process map, to tune the LAM process and achieve optimal outputs, with minimal trial and error. This also enabled the effect of re-using powder on component properties, helping to further minimise the full life cycle impact of manufacturing using AM, This methodology, made possible at Diamond, sheds a new light on the mechanisms of pore formation during LAM and leads the way for future investigations to understand the nature of the laser-matter interaction.

Using Diamond allows us to follow the very fast manufacturing process from powder, through melting and then solidification back into the final solid shape. On beamline I12 we are investigating the superalloys used in aeroengines, and need the high energy, hard X-rays produced there to see into the heart of the LAM process and optimise product quality.
Professor Peter Lee, Mechanical Engineering, UCL
Related Publications
Leung et al., Nature Comm. (2018) 9:1355. https://rdcu.be/K6Cz
Leung et al., Additive Manufacturing (2018). 10.1016/j.addma.2018.08.025
Image accreditation
Image 2: Single piece handle bar assembly for UK Olympic racing bicycle – courtesy of the University of Sheffield