Our society takes for granted the high performance aluminium alloys used in aircraft, trains, fast ferries and motor vehicles. This high performance exists thanks to extensive research and development in industry and academia. One part of that research involves studying alloys as they solidify. During solidification, an alloy is a semi-solid “mush”, with properties that will significantly affect the quality of the final solid material. One property of great importance is the formation of voids, which can coalesce to form cracks, known as hot tears. Understanding how hot tears form is important, because commercial production of new, high strength aluminium alloys is hindered by these defects. Cracking at the casting stage means that the material cannot be further processed and has to be re-melted, resulting in wasted energy and materials. Direct observation of hot tearing in aluminium alloys is challenging due to the high temperatures involved (500-600oC) and the similar opacity of the solid and liquid phases. However, using a high intensity synchrotron light source, such as Diamond Light Source, it is possible to perform X-ray imaging with sufficient speed and spatial resolution to observe in real time, or in-situ, what is happening within the metallic alloy as it freezes. The technique also requires a special testing machine to heat and deform the alloy. This article summarises the results of a recent experiment on Diamond Light Source’s Beamline B16 that combined a custom-made high-temperature deformation apparatus with X-ray imaging to study the formation of hot tears in an Al-Cu alloy.
In-situ observation of hot tearing has been attempted by a number of techniques, including 2D radiography1 and surface videography2 of Al-Cu alloys during solidification, optical microscopy of translucent organic analogues, including succinonitrile-acetone3 , and most recently, 3D X-ray microtomography4 of semi-solid deformation in an Al–8 wt.% Cu alloy. These experiments have revealed the non-homogeneity of semi-solid deformation, while also observing the accumulation of liquid and the formation of voids. However, more research is needed, especially in comparing material behaviour over a wide range of fraction solid.
In our study, the deformation behaviour of a semi-solid Al–Cu alloy was examined over a range of temperatures by combining synchrotron-based 2D radiography with bespoke semi-solid deformation apparatus. This permitted measurement of the force–displacement relationships while concurrently observing the evolution of solidification microstructures and the formation of hot tears.
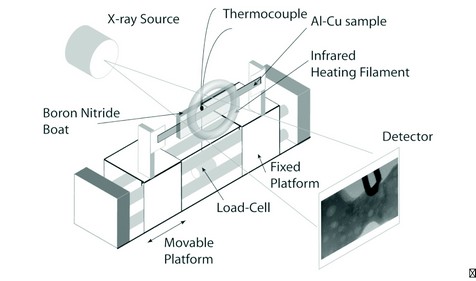
Figure 1: Schematic diagram of the semi-solid deformation apparatus.
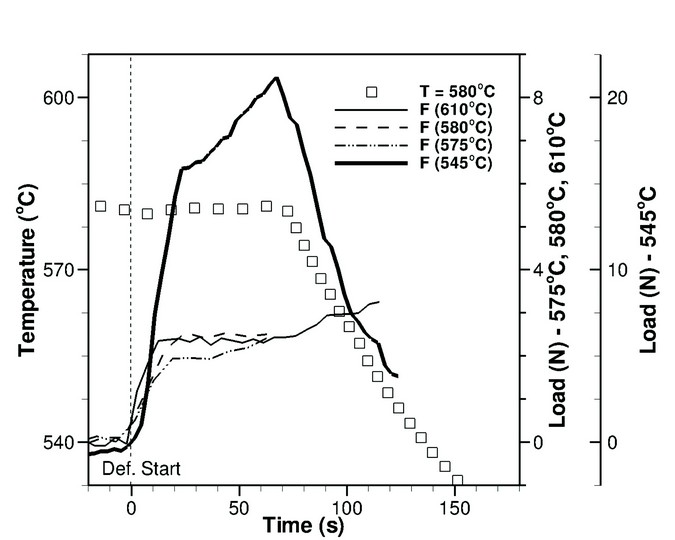
Figure 2: The variation in measured force with time for the four semi-solid deformation experiments (545, 575, 580 and 610oC). The temperature–time curve for the 580oC experiment is also provided.
The alloy used was Al–12 wt.% Cu, with an equiaxed microstructure and grain size of 120 µm. Flat tensile specimens of size 100 mm x 5 mm x 1 mm were prepared. The semi-solid deformation apparatus consisted of a tensile/compression platform with an integrated infrared furnace, shown in Figure 1. Axial forces were measured using a 250 N load cell with a resolution of 0.1 N. Specimen temperature was monitored with K-type thermocouples within the furnace and the specimen boat. The furnace was designed to allow a clear path for the X-ray imaging, while the alloy sample was contained in a boron nitride (BN) container. The BN material is relatively transparent to X-rays and the molten alloy does not wet it. The specimen gauge thickness in the X-ray beam direction was 1 mm.
Testing consisted of applying tensile deformation at various stages of solidification. Four tests were conducted. First, the specimens were heated until the region visible by the X-ray detector was molten (~650 oC), and then held at that temperature for ~60 s. The specimens were then cooled at a rate of 0.25oC s-1 until the hot spot reached a fixed temperature within the semi-solid regime (610, 580, 575 and 545 oC). Finally, the specimens were deformed in tension at a rate of 20 µm s-1 until failure. Throughout the heating, cooling and deformation, X-ray images (4008 x 2672 pixels) were obtained at a rate of 1.25 Hz and a spatial resolution of 3.0 µm to observe the semi-solid deformation in real-time.
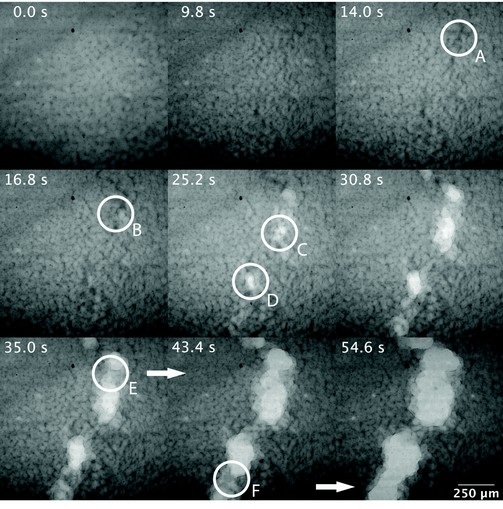
Figure 3: Image sequence for the sample isothermally deformed at 580oC.
The mechanisms of semi-solid deformation were observed to vary significantly with temperature and fraction solid (fs). The variations in force with time for the four experiments are shown in Figure 2. The first three specimens (~0.35 < fs <~0.66) behaved similarly, while the specimen tested at 545oC (fs ~0.98) required the application of a considerably higher force to reach the yield point, followed by an apparent hardening of the material with deformation. This last specimen was tested at a very high fraction solid, which would have resulted in a coalesced semi-solid grain structure prior to the start of deformation. Coalescence refers to the degree of bonding between the solid grains. A coalesced semi-solid structure consists of a considerable number of solid-solid bonds across grain boundaries while an un-coalesced structure contains many liquid channels and a low degree of structural coherency.
Comparison of image sequences from the four isothermal tests revealed some important characteristics of semi solid deformation. An example image sequence for the specimen tested at 580oC is shown in Figure 3: from the start of deformation until just before failure of the specimen. The circled regions A-F mark a sequence of void nucleation, growth and coalescence within a small cross-section of the specimen.
As can be seen in Figure 3 bulk tensile deformation is accommodated at low fs by flow of the Cu-enriched interdendritic liquid and results in a substantial increase in the amount of liquid in the region of strain localization. The liquid phase then ruptures, leading to final failure. Based on this Figure, in combination with Figure 2, there is little variation in the load required to initiate localized tensile deformation over a wide range of fraction solid from 0.35 to 0.66. This similarity exists because tensile deformation in the absence of grain coalescence induces bulk liquid flow. As the grain morphology remains uncoalesced across the low to moderate range of fraction solid, the forces at yield will also remain similar. In contrast, there is only a limited amount of liquid flow at high fraction solids. Instead, due to the coalesced semi-solid grain structure, deformation occurs via early void formation and considerable deformation of the solid skeleton. The applied force at yield is also considerably higher as compared to the low to moderate fraction solid material, followed by strain-hardening behaviour.
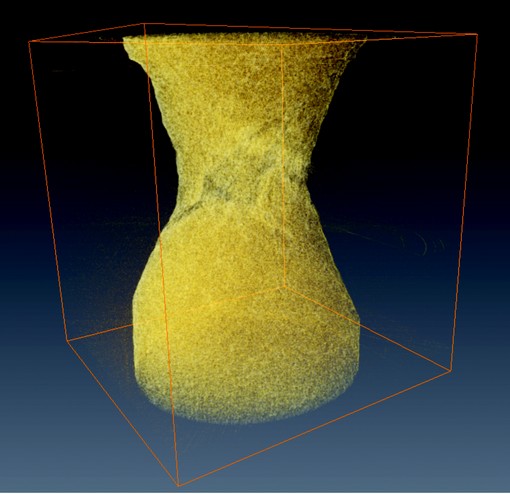
Figure 4: Rendered 3D still image from in-situ high speed tomography performed on Beamline I12, showing the final stages of damage accumulation in a semi-solid Al15Cu alloy. (Image by Chedtha Puncreobutr, Imperial College).
Based on the observations presented above, a three-stage mechanism for semi-solid failure is proposed for the range of fraction solid between 0.35 and 0.66:
- Stage 1: strain localization and flow of liquid towards this location.
- Stage 2: semi-solid necking in combination with damage nucleation and growth.
- Stage 3: formation of micro-necks, and final fracture.
The results described above were obtained using two-dimensional radiography. To further improve understanding of semi-solid behaviour, Peter Lee’s group at Imperial College has developed a new deformation apparatus for in-situ 3D X-ray microtomography experiments. Using the I12 JEEP beamline at Diamond Light Source, semi-solid failure in Al-Cu alloys has been observed in three dimensions at a capture rate of 1/3 Hz per complete tomography scan. The results are currently being analysed, to correlate the force-time behaviour of deformed samples with the evolving three-dimensional structure. Figure 4 is an example rendered tomograph from a solidifying Al-Cu alloy.
Phillion, A.B., Hamilton, R.W., Fuloria, D., Leung, A.C.L., Rockett, P., Connolley, T., Lee, P.D. In situ X-ray observation of semi-solid deformation and failure in Al–Cu alloys
Acta Materialia. 59, 1436-1444 (2011)
References
- Pellini, W.S. Strain theory of hot tearing. Foundry. 80, 125-137 (1952).
- Mitchell, J.B. et al. Determination of strain during hot tearing by image correlation. Metallurgical and Materials Transactions. 28A, 2503-2512 (2007).
- Farup, I. Rappaz, M. Drezet, J. M. In situ observation of hot tearing formation in succinonitrile-acetone. Acta Materialia. 49, 1261-1269 (2001).
- Terzi, S. et al. In situ X-ray tomography observation of inhomogeneous deformation in semi-solid aluminium alloys. Scripta Materialia. 61, 449-452 (2009).
Acknowledgements
This research project was funded by the EPSRC (EP/F001452), with additional funding provided by NSERC, CCMX, ALCOA and a Dorothy Hodgkin Postgraduate Award. The assistance from the staff of beamlines B16 and I12 at Diamond is also acknowledged.



 Science
Science